
写在面前(By小智)
前面我们介绍了西门子、罗克韦尔、施耐德、达索等的MES/MOM平台(见文末推荐)
也绍和分析了MES与ERP之间的系统集成案例:
MES与EPR进行系统集成的实际案例-系统接口、交互数据分析
同时分享了各种系统之间集成的文章:
Teamcenter、TIAPortal、NXMCD是如何结合在一起的
SCADA、MES、PLM、ERP,盘点各大系统,接口与集成方式
MES与PLC、NC实现机床行业数据采集、互联互通与系统集成
今天接着来聊一聊MES与WMS的集成~
本文以成功实施某航天制造企业MES与ERP、PLM集成的基础上,进一步实现了MES和智能仓储中心(以下简称WMS)的集成,结合相关技术,从项目实施的经验阐述相应的解决方案,为类似制造企业生产管理系统间的集成实施提供指导与参考。通过底层系统的信息化集成,实现信息有效传递和共享,避免信息孤岛,形成数据闭环,达到自动化应用的效果。
01
企业WMS系统特点
WMS是自动化仓储管理系统(WarehouseManagementSystem,简称WMS)的缩写,通过入库业务、出库业务、仓库调拨、库存调拨和虚仓管理等功能,物料按照不同的类别分别放置在存储介质中,存储介质对应唯一的编码,可以在需要时快速定位,应用现场定制的机械自动化产线,把物料存放的存储介质进行快速传输,起到快速精确搜索及传输定位准确的目标。WMS系统管理物料实现了物料的作业管理过程,对存入物料由其系统单独完成,取出物料也只是针对其系统的出入库管理。但是智能取出物料至现场作业工位需要的是明确的指令,以及配送的位置和具体的去向等,只有这几者相结合,才能充分发挥出自动化仓储与现场应用融合的管理理念。
综上所述,为充分体现WMS系统的自动作业理念,需要MES系统与其集成,达到自动呼叫物料、自动配送的取出物料模式,使得物料数据可追朔性提升。
02
MES与WMS系统及两者物料管理模式
MES系统作为生产制造执行系统,是企业车间级的管理系统,是处于ERP计划层和车间操作层之间的执行层,通过控制包括物料、设备、人员、流程指令在内的工厂资源提升制造竞争力,提升生产效率,提供的平台把许多模块化的业务集成起来,例如订单执行与跟踪、质量控制、生产调度、物料投产消耗及产出管理,对车间生产作业过程进行精细化管理。
WMS系统作为自动化仓储管理系统,借助于计算机管理与机械辅助控制完成存入、取出的物料管理系统,由控制系统、输送输出系统、货架、托盘、物理存取机等元素组成,不局限于传统的出入库、盘点等业务,主要实现的是仓库作业过程的管理,对作业动作与过程进行了规范的指导,实现自动记录相关数据,降低管理成本与提升物流效率。
MES系统作为生产现场的细化,WMS系统作为提供现场物料的上层管理,消耗物料与管理物料相辅相成,是一一对应的响应模式。对现场装配部件消耗物料时,通常存在的消耗模式主要分为两类,齐套消耗模式与单类消耗模式:
齐套物料消耗模式:现场作业对装配部件所需的物料按照生产的数量以及单台所需的物料种类与数量,按生产工单进行配料。现场生产时由于缺件或者物料类型不同,进行的部分齐套也属于齐套消耗模式。
单类物料消耗模式:现场对一种物料的需求统称为单类消耗模式,缺少的某种物料、发现次品时、换料时以及现场情况需要对一种物料进行消耗时的模式统称为单类物料消耗。
03
MES与WMS集成要求
企业装配车间物料管理及消耗追踪是主要的业务要求,WMS作为先进的物料管理系统,对所有的物料按照编码的方式进行自动化入库管理,可以单类管理也可齐套管理,在消耗后可进行库存登记,取料时可以经过配置的自动化产线进行机械操作,而MES系统针对生产环节的精细管理,可以把资源包含物料进行更为详细的分配,以及对整个产品装配物料的过程追踪。在WMS与MES上线运行的基础上,通过两个系统的深度集成,实现MES系统在物料需求时,按照齐套物料呼叫、单类物料呼叫两种模式对WMS系统进行要料,WMS系统根据相应的呼叫模式,把其管理的物料模式(单类物料、齐套物料),根据软件与硬件相结合的方式,按照齐套盘与物料盘的管理方式传输至MES系统即将进行装配的工位,同时传递给MES系统相应的物料明细,MES系统对装配件进行消耗后,把相应的消耗信息及托盘返回至WMS系统,达到两个系统对物料消耗的互动并相互传递消耗信息,形成现场生产与物料管理的一站式管理,从而提升整个生产过程的效率与质量。
通过MES与WMS系统的深度集成,实现在MES中按照装配BOM进行物料齐套呼叫以及单类物料呼叫,WMS针对对应的物料呼叫模式进行物料的输出,输出到具体的工位后,MES系统需要根据实际的生产工位进行物料的流转。所有操作完成后,需要把存放物料的托盘进行回库触发,并传输实际消耗情况至WMS系统进行物料管理,回库方式根据要料方式及消耗情况分为空盘回库、原始盘回库、物料盘回库,整个集成的应用就是把物料需求方式、物料输出方式、物料登记方式经过详细的数据交互,达到自动准确的目的。
04
MES与WMS集成信息模型
两个系统信息化集成的核心是系统接口的设计,接口设计不仅需要保持MES系统和WMS系统各自的完整性与一致性,还必须以生产过程中实际的业务流程和业务运作的可行性为出发点,设计采用WebService技术进行数据交互。MES与WMS系统接口集成框架:
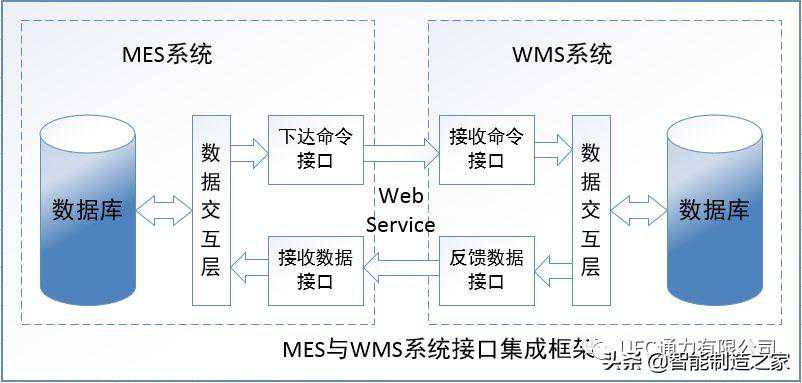
如下图所示,在WMS与MES系统集成接口中,交互的数据主要分为各自系统动作完毕后的信息交互,使得对方系统得到必要的数据后,及时进行相应动作响应:
其中文字及概念说明:
配盘设置:把所需要的物料设置成一个齐套盘的动作;
要料申请单:齐套配盘后的齐套申请单;
齐套盘:按照BOM结构,对所需物料按齐套的方式,包含一种及以上的物料种类;
物料盘:存放原始物料的托盘,一般只有一种物料种类;
空盘:指齐套盘使用完物料后的托盘,物料盘空后由WMS而非MES系统判定;
托盘:指所有托盘,包括齐套盘、物料盘、空盘;
托盘编码:无论哪种托盘,只有唯一的一个编码。
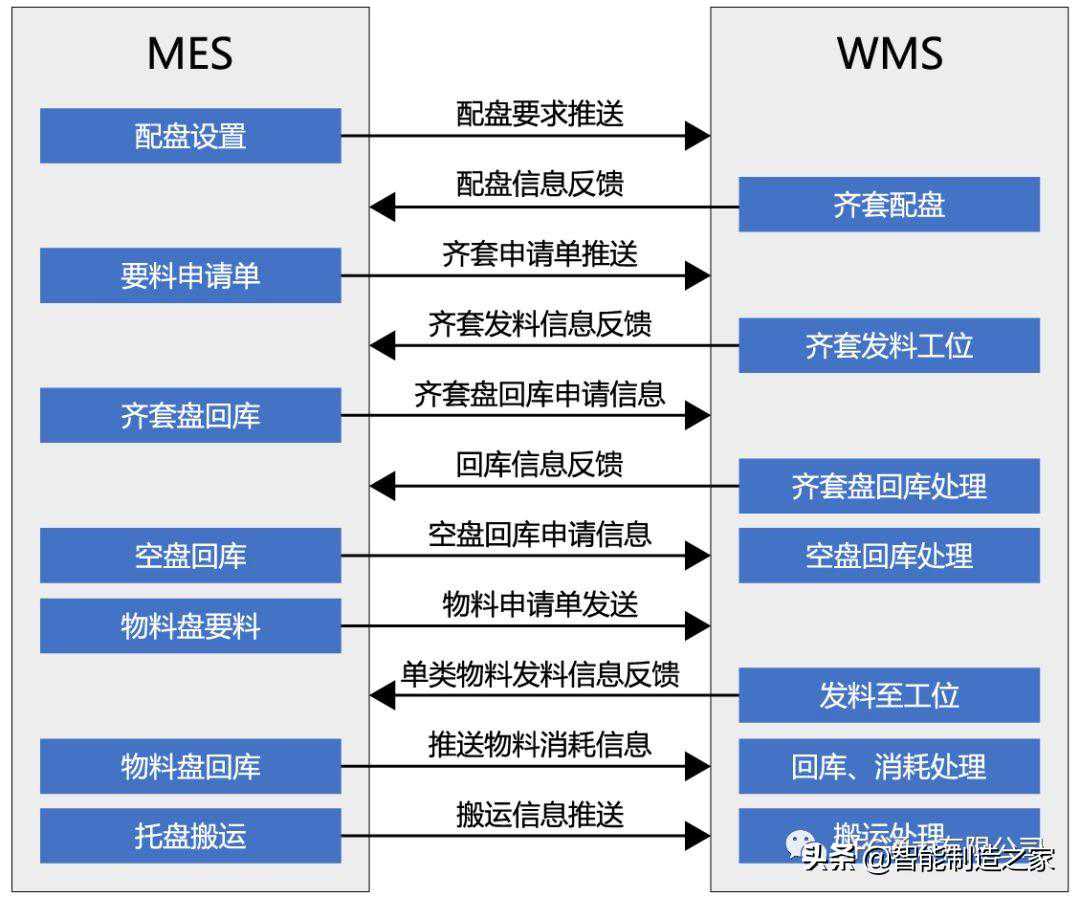
集成接口方式概况
MES与WMS系统的集成接口统一采用Webservice的方式互相调用对方的WEB服务接口的方式实现,现场业务动作及顺序:

MES与WMS集成业务场景
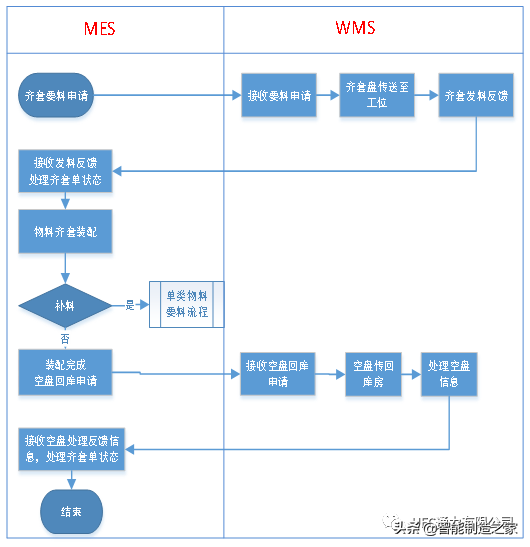
整个集成的主要业务流程图:
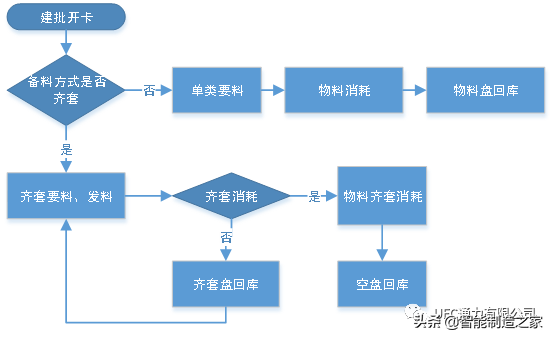
MES建批开卡后,调度员首先按BOM清单向WMS提起物料齐套流程;物料齐套完成后,如果是检测工位,是对齐套要料到检测工位后,没有进行实际的齐套消耗,还需要按照齐套盘的方式回库,方便再次调用到装配工位进行齐套消耗,待消耗物料后,进行空盘的回收后,WMS系统就清空了齐套盘,作为空盘使用;如果现场齐套时缺少某类物料或者需要进行换料时,可进行单类物料要料,进行完物料消耗后,需要进行物料盘回库,两种模式MES系统都是根据齐套发料单或者单类物料登记单进行装配记录过程,根据以上介绍的集成信息以及现场主要要料方式,分为齐套要料流程、齐套物料检测流程、齐套装配流程、单类物料要料流程以及托盘搬运流程。
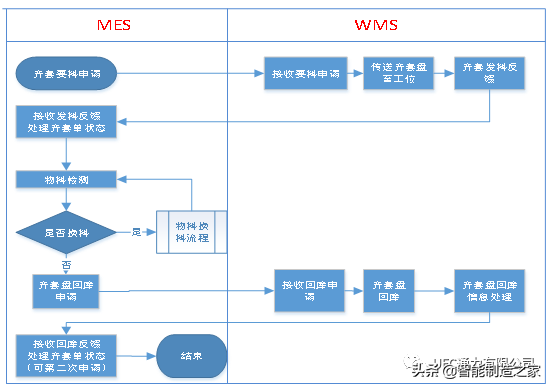
齐套要料流程
MES与WMS系统集成的齐套要料流程:

物料齐套是产品装配前准备工作,其定义了物料配盘的规则、配盘的方法以及配盘的步骤。
MES建批开卡,计划调度员根据产品BOM设置配盘号;
调度员依据批次、BOM配盘号向WMS发齐套申请;
WMS接收齐套单生成齐套计划,调度员编制配盘工艺;
齐套物料检测流程
MES与WMS系统集成的齐套物料检测流程:
为保证产品质量,装配前需进行装配件物料检测,并且存在多次检测。
检测工位依据批次、齐套单向WMS发起要料申请;
检验员采用检测仪器检测并记录齐套盘物料,MES自动采集检验记录;
检测过程中发现装配缺件或出现次品问题,MES向WMS发起补料换料子流程;
齐套盘物料检测完成,MES向WMS发起齐套盘回库申请;
MES接收到齐套盘回库结果,处理齐套单状态信息,方便二次要料。
齐套装配流程
MES与WMS系统集成的齐套装配流程:
当产品物料齐套与物料检测完成,装配工位可做要料申请进行产品装配。
装配工位操作者依据批次及其齐套单向WMS发起要料申请;
装配过程中发现缺件或出现次品问题,MES向WMS发起单类物料要料子流程;
齐套盘物料装配完成,MES向WMS发申请空盘回库;
MES接收到空盘回收结果,处理齐套单状态信息,不能再次要料。
单类物料要料流程
MES与WMS系统集成的单类物料要料流程:
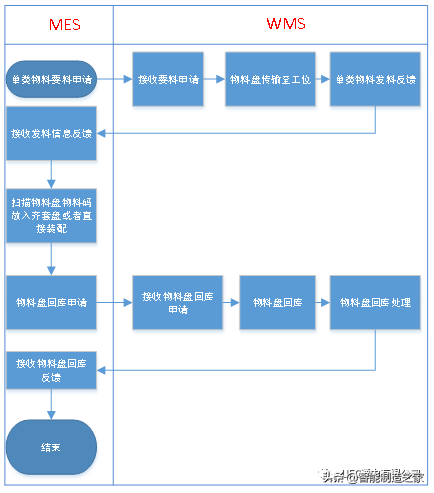
检验员在物料检测过程中或是操作工在装配过程中,发现齐套盘缺件问题,则需要通过单类物料要料流程补齐装配件,其过程如下所示:
发现齐套盘缺件时,检验员或操作工按BOM清单通过MES向WMS系统发起单类物料要料申请;
检验员或操作工从原始盘取出补件物料,扫描二维码登记信息,确认补料处理,放入齐套盘中或者直接装配;
补料处理完成后,检验员或是操作工通过MES向WMS发送物料盘回库申请;
托盘搬运流程
MES与WMS系统集成的托盘搬运流程:
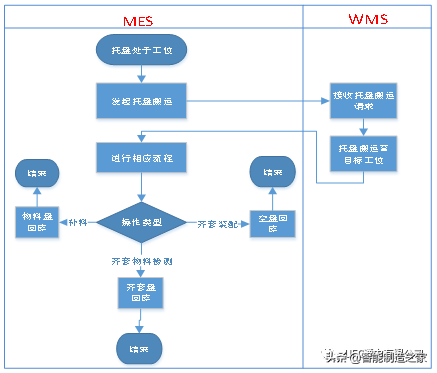
托盘搬运存在于托盘在工位上的情况,在齐套装配、检测、单类物料要料过程中都可能发生,其过程为:
发现齐套盘使用工位不合适需要调工位,使用托盘搬运;
发现物料盘使用工位不合适需要调工位,或者下一个工位需要补料时,使用托盘搬运;
搬运至目标工位后,如果不再调用工位,按照对应的业务流程进行对应的回库方式,与对应回库方式处理逻辑一致;
05
本文小结
我国航天企业在信息化建设上,已经与SAP、PLM、MES等系统进行了有机结合,实现了制造企业的“设计制造一体化”,通过将各系统的数据共享,使得企业的经营计划、采购、库存、财务、物料需求计划等做到了动态的监控,实现了对物流、信息流、控制流和资金流的合一。尽管如此,企业管理者对信息化的要求不止于此,一方面建立完整的信息化体系,一方面提升在同行业的竞争力,引进生产制造过程中更精细化的系统及产线,通过软硬件结合的方式再提升竞争力,而在此航天企业中引进的WMS即是如此,通过MES与其深度集成,使得该系统能更好的为制造过程服务,发挥其最大的优势,减少人为导致的错误,也为后期在其它软件系统与硬件系统集成方面积累了宝贵的经验。在后期的集成方案上某公司会深入到更细节上的集成,使得数据共享与动作响应完美结合。
06
特别推荐
西门子、罗克韦尔、施耐德、达索等MES/MOM介绍(持续更新中):
西门子:
最全解读西门子MES/MOM平台Opcenter,100多亿美金的数字化之路
罗克韦尔:
罗克韦尔MESFTPC技术架构,组件概览-跟我入门MES/MOM系列1
罗克韦尔MESFTPCProcessDesigner介绍-跟我学MES/MOM系列2
施耐德:
施耐德WonderwareHMI/SCADA、MES/MOM入门
达索:
达索MES——DELMIAAprisoFlexNet平台介绍
往期推荐
当施耐德PLC遇上亚马逊AWSIOT,自动化工程师的数字化之路
大集成的自动化编程平台:西家,罗家,三菱,还是工控安卓CoDeSys?
解密西门子超大型/分布式SCADA–WinCCOA的软件架构
Teamcenter(AWC)一个简单的开发流程
巧用InTouch实现多级菜单管理及其核心代码浅析
这才是正确学习工业以太网PROFINET的最佳打开方式
一文带你了解西门子整个虚拟调试与仿真软硬件体系
轻松愉快的了解以太网Ethernet所有知识点
基于WMS/WCS与PLC数据交互的立体仓库控制系统案例分析
西家、罗家、施家组态软件连接数据库—Intouch利用SQL数据库发邮件
西门子TIAPortal大鱼吃小鱼VS施耐德Intouch潜水艇小游戏
免责声明:本文章如果文章侵权,请联系我们处理,本站仅提供信息存储空间服务如因作品内容、版权和其他问题请于本站联系