石丹1陈昆1陈东1于蒙1许光2
1武汉理工大学武汉4300632中铁工程机械研究设计院武汉430066
摘要:运枕龙门起重机是铺轨机组的重要组成部分,其作用是将轨枕运输平车上的轨枕转运到铺轨机主机的皮带运输机上,保证轨枕铺设工作有条不紊运行。运枕龙门起重机主控系统的开发设计对其工作质量与工作效率有着重要意义。文中将运枕龙门起重机主控系统分为6个模块进行设计,设计出的主控系统可广泛应用于CPG500型铺轨机的运枕龙门起重机中。
关键词:龙门起重机;铺轨机;控制系统;设计
中图分类号:TP273文献标识码:A文章编号:1001-0785(2018)06-0118-05
0概述
铺轨机组是一套成组的自动化设备,用于铁路轨道铺设,与传统的人工铺设相比,采用铺轨机组能很大程度提高铺轨效率。本文研究对象为CPG500型铺轨机组中运枕龙门起重机(以下简称运枕龙门吊)主控电气系统,旨在根据作业要求、硬件架构和电液控制方式设计出合理可靠的控制系统。
CPG500型铺轨机组由钢轨拖拉车(1台)、铺轨机主机(1台)、牵引车(1台)、枕轨运输列车(多列)、运枕龙门吊(2台)组成,见图1。
运枕龙门吊是CPG500型铺轨机组的重要辅助部分,承担着倒运和输送轨枕的作用。CPG500型铺轨机组采用2台龙门吊通过接力的方式进行运输作业,每次将成排28根轨枕运输到前方,放置于铺轨机主机的皮带运输机上,以便主机可以连续铺设轨枕。
运枕龙门吊的主要组成见图2,由机架、走行机构、起升机构、取放机构、液压
系统、动力系统、电气控制系统等组成。
1主控系统框架设计
1.1器件选型与模块划分
由于运枕龙门吊在铺轨机组中承担的作用是倒运和输送轨枕,其可靠性和作业效率直接关系整个铺轨机组的工作状况。设计以可编程控制器PLC为控制核心,综合考虑各种因素,相关器件选型如下:PLC:欧姆龙CP1L-M60DR-D型号。
AD模拟量输入模块:欧姆龙CP1W-AD041型号。
DA模拟量输出模块:欧姆龙CP1W-DA021型号。
触摸屏:NB系列NS10-TV00-V2型号。
采用分模块设计方式对运枕龙门吊系统进行设计,将龙门吊控制系统划分为走行模块、夹具模块、监控模块、温控模块、信号采集模块、安全保障模块。系统总体框架设计见图3。

1.钢轨拖拉车2.主机3.牵引车4.轨枕运输平车5.运枕龙门吊
图1CPG500型铺轨机组
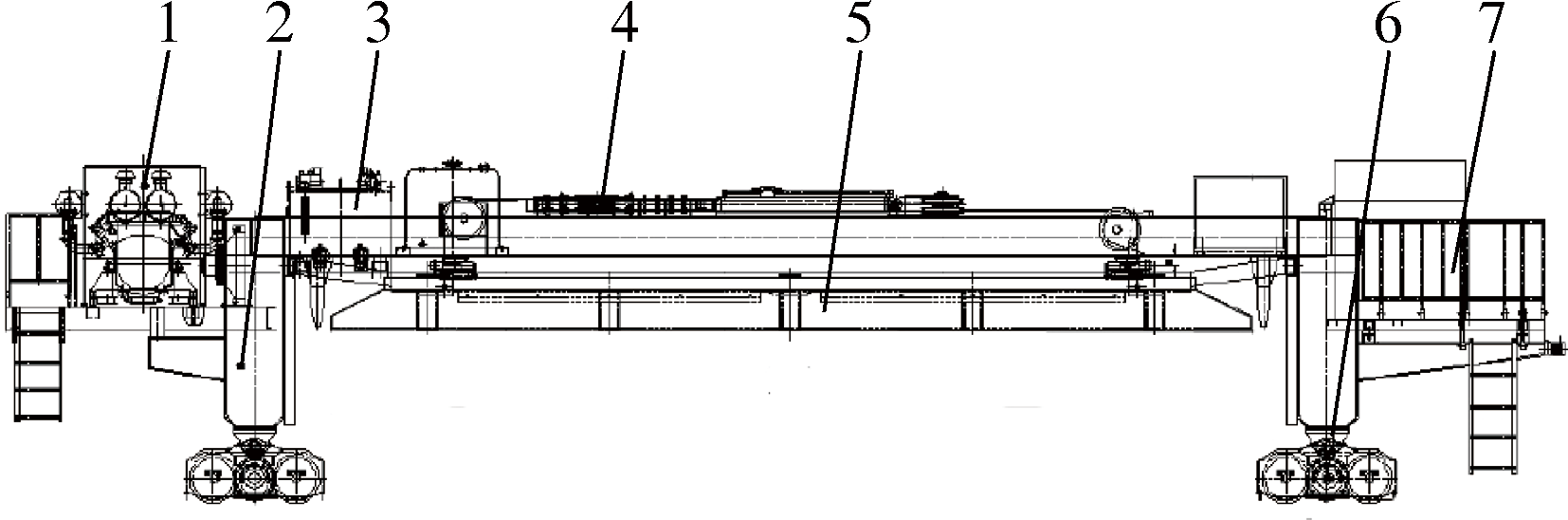
1.动力系统2.机架3.液压系统4.起升机构5.取放机构6.走形机构7.电气控制系统
图2运枕龙门吊

图3模块划分
走行模块用于控制运枕龙门吊的走行,控制前进后退并伴有激光测距、急停等的控制;夹具模块用于控制运枕龙门吊作业时上升、下降、夹紧、松开等动作;监控模块用于对作业环境进行监控,辅助司机操作;温控模块用于控制液压油的温度,对其进行加热、散热处理;安全保障模块用于相关安全保障措施的控制,如限位保护、声光报警等;信号采集模块用传感信号采集及处理。
1.2系统输入输出框架
根据运枕龙门吊主控系统需求分析及控制要求,对各模块输入输出进行分析,PLC输入输出基本框架见图4。

图4输入输出框架图
1.3电路设计
分析运枕龙门吊主控系统的模块组成,及输入输出特性,对PLC硬件系统电路设计见图5~图7。
主控系统配置2个模拟量输入模块AD1、AD2和1个模拟量输出模块DA。AD1将控制行车的走行手柄、油箱油温传感器、补油压力低压传感器、液压缸动作压力传感器的模拟信号转化为数字信号输入PLC。AD2模块将前进压力传感器、后退压力传感器、激光传感器的模拟信号转化为数字信号输入PLC。DA模块将PLC中的数字信号转化为电压信号传送到比例放大器AMC中。

图5AD1电路设计

图6AD2电路设计

图7DA电路设计
2走行控制模块
走行机构由4个走行台车组成,每个走行台车上有2个走行轮,均为主动轮。液压马达安装于走行轮之间,马达驱动中间齿轮,通过与走行轮固接的从动齿轮的啮合传动,实现动力在2个走行轮上的输出,通过走行手柄实现无级调速。走行控制模块通过PLC实现对行走泵排量的控制,从而达到控制运枕龙门吊行走速度的目的。并结合相应的激光测距、编码器测速、报警器等检测设备,实现对运枕龙门吊走行的状态检测和控制。根据控制需求和功能分析,对走行步骤可归纳为如图8所示。

图8走行流程
1)操作员打开钥匙开关,整个PLC系统供电,运枕龙门吊准备正常工作;
2)操作员检查完所有状态,踩住脚踏开关;
3)通过手柄控制比例泵流量进行启动加速减速制动;
4)激光传感器对两台龙门吊测距结果如果显示距离大于8m,则系统正常运行,当传感器测距小于8m而大于3m时,PLC发出减速信号报警,并控制龙门吊逐渐减速,当激光测距小于3m时,PLC发出停车信号,并控制运枕龙门吊紧急停车。
走行手柄选用单轴JC150手柄,具有前进后退双向功能,即手柄能在2个方向上的操作调控。手柄被拉到不同的倾斜角度,通过手柄不同位置的接触,会产生0~5V间的电压,实现无级调速。如图9所示将走行手柄的输出电压通过模拟量输入模块AD1进行模数转换成数字量传送到PLC中处理。

图9走行调速手柄模拟量输入设计
如图10所示,PLC将数字量控制信号经过模拟量输出模块DA转换成模拟量输出0~5V电压控制信号,接入比例放大器,经比例放大器生成±15~85mA的电流信号从而控制比例泵。

图10走行模拟量输出电路设计
一台运枕龙门吊有2个激光传感器分别进行前后测距,激光传感器的模拟量数据通过模拟量输入模块AD2转换成数字信号传入到PLC中。PLC分析激光传感器的数值做出正常运行、减速或停车等相应反应。
测速所用的速度传感器采用旋转编码器,将旋转编码器与PLC输入端子相连,通过计算编码器单位时间生产的脉冲数计算出速度,测得速度可传输至人机界面触摸屏中显示。
3夹具控制模块
夹具工况主要有夹具夹松、夹具升降、插销锁定/解除3个动作。各动作均在一个十字形手柄上操作完成,夹具控制模块通过对多路阀电磁铁的通断进行控制,从而控制各个液压缸的动作,完成成组枕木的抓放、升降以及对夹具自身的锁紧,单边夹具调整等操作。夹具的控制过程见图11。

图11夹具流程图
1)当枕木处在倾斜状态时,通过按钮对左右夹枕继电器进行控制,让左右夹枕比例电磁阀单独工作,实现左右夹枕高度单边调整,使得枕木恢复到水平状态;
2)十字形控制手柄向左控制夹具加紧,向右松开,中位停止,将控制手柄向左拉,夹具夹紧枕木;
3)十字形控制手柄向后控制夹具上升,向前下降,中位停止,将控制手柄向后拉,夹具夹紧枕木上升;
4)夹具上升到对应的接近开关(上限位)的位置,夹具起升停止;
5)按下插销锁定按钮,左前、左后、右前、右后
4个插销锁定,且利用4个接近开关可以检测到4个插销是否锁定到位,只有4个插销同时锁定到位,才可以进行下一步的动作;
6)龙门吊整车运行至指定位置后,按下插销解除按钮,4个插销打开,接近开关检测4个插销是否打开到位,4个插销同时打开到位,才可以进行下一步的动作;
7)按下上限位解除按钮;
8)操作手柄向前推,夹具下降;
9)操作手柄向右拉,夹具张开,放下枕木;
10)操作人员将操作手柄向后拉,夹具上升;
11)插销锁定,空车运行至另一个位置重复上述步骤。
控制手柄选用十字形无级调速手柄。手柄上有3个按钮,分别实现插销锁定、插销解除、上限位解除。手柄直接接入控制左右夹枕的比例电磁阀及控制升降的比例电磁阀。
夹具模块有1个行程开关作为夹具上限位。8个接近开关,分别为4个控制插销开位,4个控制插销锁位。
4其他模块设计
4.1监控模块
监控模块由6台摄像头及2台监视器组成。其中2台摄像头分别安装在龙门吊前方、后方作为行车监视,其余4台摄像头安装在车底4角位置作为取放轨枕监视。桥式起重机监视摄像头与一台监视器相连,并通过转换开关切换2台摄像头画面。
4台取放轨枕监视摄像头通过4画面分割器与监视器相连,将监视器分割成4画面,同时显示4台摄像头画面。
4.2温控模块
温控模块通过温度传感器对液压油温度进行采集,数据经模数转换后传入PLC,图12所示为温控模块的控制流程图。
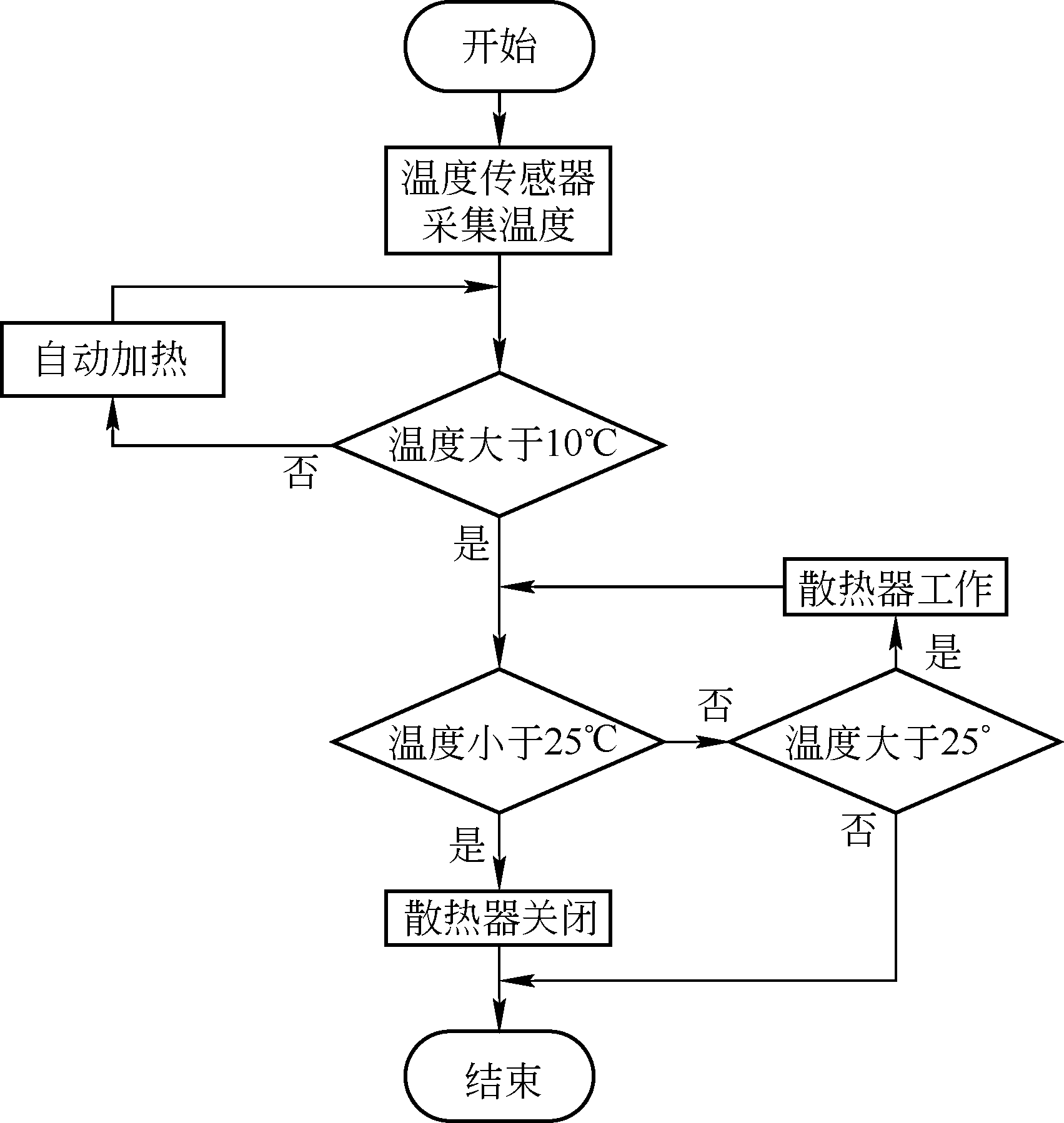
图12温度控制流程图
当温度低于10℃时PLC控制加热器工作将液压油加热至10℃,当液压油温度大于30℃时控制散热器自动工作,温度低于25℃时散热器关闭停止工作。除了PLC控制散热器进行散热处理,操作人员也可通过观察显示屏中温度参数手动开启散热风扇进行散热。
4.3安全保障模块
如图13所示,安全保障包括激光防撞、故障诊断、紧急制动、限位保护、取放轨枕保护、声光报警。

图13安全保障结构图
激光传感器可测出与另一台龙门吊之间的距离,通过PLC进行标度转换结合脉冲编码器测得的速度,发出相应指令,避免2台龙门吊相撞。防撞系统通过PLC给操作人员发出预报警示信号,及时提醒操作人员选用不同方式处理,若操作人员未及时对情况进行处理,PLC会自动控制龙门吊减速或紧急停车,同时激光防撞还可通过人工干预关闭,以便一些特殊情况得到处理。
当铺轨作业的机构动作发生协调性故障或动作错误时,可以起用计算机系统对作业机构进行故障诊断。计算机凭借获得PLC检测到的各机构动作信号来进行逻辑诊断,判断故障发生的部位。
紧急制动包括急停开关、脚踏开关、制动开关等。走行时过程中,操作人员必须一直脚踩脚踏开关,防止操作人员疲劳驾驶或突发意外状况等。整机设置急停开关,当遇到意想不到的紧急情况或故障时,用于急停龙门吊。
限位保护和取放轨枕保护通过接近开关和限位开关实现,分别为插销锁位/开位及上限位保护。
声光报警通过电笛和报警灯实现,具有油温报警、测距报警、油压报警等。
4.4信号采集模块
设计的传感器有激光传感器、温度传感器、压力传感器、速度传感器等。温度传感器用于检测油箱油温,将温度信号传输给PLC,通过控制系统对液压油温度控制。压力传感器用来测量补油压力、液压缸动作压力、前进压力、后退压力。补油压力传感器量程为0~107Pa,低于25×105Pa报警,液压缸动作压力传感器量程0~40×106Pa前进压力传感器量程0~40×106Pa,后退
压力传感器量程0~40×106Pa。压力传感器将压力信号,线性转换为4~20mA电流信号,经A/D转换为数字信号给PLC处理。
激光传感器用于测距,将数据传输至PLC中,PLC根据不同距离值做出正常运行、减速、报警等反映。
速度传感器采用旋转编码器,将旋转编码器与PLC输入相连,通过计算编码器单位时间生产的脉冲数计算出龙门吊运行速度。
5结语
介绍了CPG500型铺轨机组中运枕龙门吊的主控系统开发设计,将主控系统分为走行模块、夹具模块、监控模块、温控模块、信号采集模块、安全保障模块,重点描述了走行模块与夹具模块的实现功能、电路设计、控制策略等。设计的运枕龙门吊主控系统可广泛应用于CPG500型铺轨机组的运枕龙门吊中。
参考文献
[1]李文宇,赵玉龙,李运华.运枕龙门吊计算机控制系统的设计与实现[J].液压与气动,2005(8):47-49.
[2]于分超,王朋.制动阀在运枕龙门吊上的应用[J].山东工业技术,2015(7):77.
[3]李文宇,赵玉龙,李运华.液控缸式往运枕龙门吊计算机控制系统的设计与实现[A].中国力学学会、北京工业大学.中国力学学会学术大会'2005论文摘要集(上)[C].中国力学学会、北京工业大学,2005(1).
[4]耿锦.CPG500型长轨条铺轨机组研制[D].成都西南交通大学,2005.
[5]刘刚.一种新型长轨条铺轨机组走行液压系统设计及其控制研究[D].长沙中南大学,2010.
免责声明:本文章如果文章侵权,请联系我们处理,本站仅提供信息存储空间服务如因作品内容、版权和其他问题请于本站联系